River pebble jaw and vsi crusher production line
May 19, 2026
Summary:A two-stage Jaw-to-VSI circuit for river pebbles is an architectural impossibility. Feeding 150mm jaw discharge directly into a 40mm VSI rotor guarantees catastrophic kinetic chokes and violent motor stalls. The mass balance strictures demand a 3-stage closed-circuit geometry, integrating a secondary HPT cone to bridge the gradation gap, allowing the tertiary VSI6X to execute rock-on-rock shaping without self-destructing.
Deconstructing Geometric Bottlenecks in River pebble jaw and vsi crusher production line Architecture
The Gradation Gap and Rotor Paralysis
You cannot force a 150mm boulder into a 40mm aperture without catastrophic consequences.
I constantly audit flowcharts drawn by operators trying to minimize their initial equipment procurement. They place a jaw crusher next to a VSI and turn on the belts. The result is a guaranteed mass balance deficit. A C6X primary jaw crusher processing river pebbles typically discharges aggregate at 100-150mm. This is gross extraction.
Feeding this directly into a VSI6X1040 physically bridges the rotor.
The VSI is a high-speed precision instrument, not a primary wedge. When oversized pebbles enter the central feed tube, they wedge between the distributor plate and the rotor ports. The kinetic mass locks solid. The dual 200kW motors fight the jam until the thermal breakers trip, violently halting the entire line. The gradation gap between the jaw and the VSI is the most critical hazard in plant design.
The Mandatory Secondary Buffer: HPT Integration
To bridge this geometric void, the architecture must mandate an intermediate secondary crusher. However, because river pebbles contain up to 85% silica, utilizing a secondary impact crusher will vaporize the blow bars in 48 hours. The only mathematically viable solution is a multi-cylinder hydraulic cone crusher.
The HPT cone acts as the critical kinetic buffer.
It accepts the 150mm discharge from the primary jaw and compresses it down to a strict 0-30mm profile via continuous annular lamination. This secondary reduction stage safely neutralizes the oversized boulders, preparing a perfectly calibrated feed size that the VSI rotor can ingest without risking a mechanical stall. Eliminating the cone from the flowchart destroys your production-to-yield ratio.
A strict 3-stage geometric hierarchy is the only way to sustain continuous mass flow on high-silica pebbles.
| Process Stage | Recommended Model | Capacity (tons per hour) | Kinetic Function |
|---|---|---|---|
| Primary Extraction | C6X110 Jaw | 160-550 | Gross Compressive Reduction |
| Secondary Kinetic Buffer | HPT300 Cone | 110-440 | Lamination Crushing (Size Correction) |
| Tertiary Shaping / Sand | VSI6X1040 | 264-515 | Rock-on-Rock Friction |
Analyze the 264-515 tph capacity of the VSI6X1040. This massive throughput is completely dependent on the HPT300 delivering a steady, uninterrupted flow of material strictly under 40mm. The entire plant’s output is governed by this single dimensional hand-off.
River Pebble 3-Stage Circuit: Mass Balance Thresholds
- System Mass Flow: Sustained 280-310 tph across all three nodes
- Jaw Discharge CSS: Calibrated strictly to 120-150mm
- Cone Discharge Profile: Compressed to 0-30mm (Buffer stage)
- VSI Feed Restriction: Absolute maximum 40mm rock acceptance
- Screening Integration: S5X closed-circuit looping for +40mm rejects
LH-RIVER_PEBBLE_JAW_AND_VSI_CRUSHER_PRODUCTION_LINE-July/2026-Ref-#81924
Rock-on-Rock Kinetic Collision
River pebbles compressed by a primary jaw inherently yield up to 30% flaky and elongated slabs. A cone crusher improves the size but does little for the geometric shape. If you attempt to sell the raw output from the secondary cone, it will fail commercial concrete shear-stress tests instantly.
Field Note: In an Indonesian extraction site, an operator bypassed the VSI stage to save electricity. The resulting concrete mix required 15% more cement paste just to fill the voids created by the flaky, unshaped pebbles, destroying the project’s profitability.
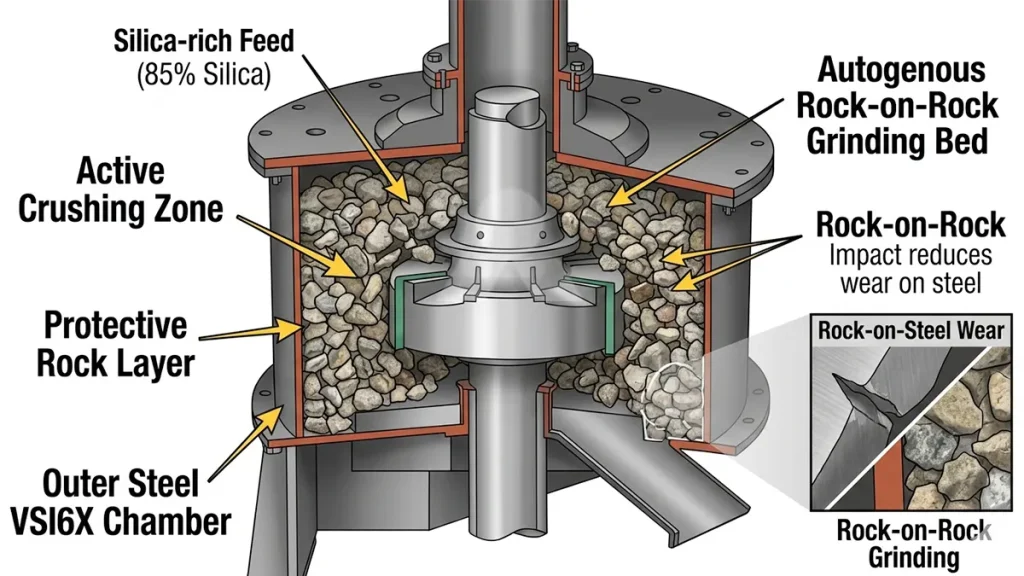
The VSI6X must be positioned at the end of the circuit to execute rock-on-rock kinetic collisions. As the 30mm pebbles enter the high-speed rotor, they are accelerated outward and smashed into a dense, stationary bed of aggregate lining the crushing chamber. This internal friction physically shears off the sharp, flaky edges. The VSI does not just crush; it cures the grain architecture, producing premium cubical manufactured sand.

Enforcing Geometric Discipline on Pebble Circuits
A mass balance deficit is mathematically unforgiving. You cannot bypass the intermediate reduction stage to save upfront equipment costs. Attempting a 2-stage jaw-to-VSI circuit on river pebbles guarantees immediate rotor paralysis and catastrophic motor stalls. The architecture must mandate an HPT secondary cone to bridge the gradation gap, preserving the VSI6X strictly for high-RPM kinetic shaping. If you execute an unbuffered, open-circuit flowchart next month, the resulting mechanical failures and rejected flaky aggregate will permanently paralyze your circuit amortization cycle.