I pulled the logs from a 200 tph circuit last week; the mechanical springs had suffered 5,000 hours of kinetic fatigue. When 220 MPa basalt hit the chamber, the weakened springs simply yielded to the upward crushing force, allowing the adjustment ring to lift and bypass the rock entirely.
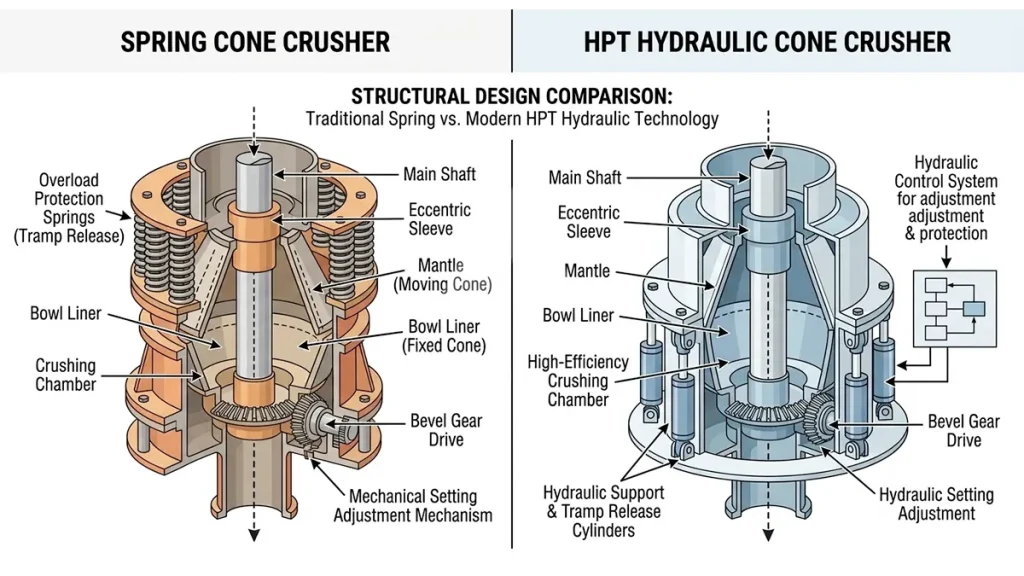
Difference Between Spring and Hydraulic Cone Crusher
April 29, 2026
Summary:The mechanical tolerance of a classic spring-loaded cone crusher disintegrates under the kinetic kickback of 220 MPa basalt. While legacy systems rely on degradable metal springs to absorb shock, modern hydraulic crushers utilize incompressible fluid to maintain a rigid, unyielding cavity. This fundamental shift eliminates 'bowl jumping,' upgrades eccentric velocity to 800 rpm, and replaces 4-hour manual unjamming procedures with a 60-second automated tramp iron dump, violently accelerating capital payback velocity.
Crushing 220 MPa basalt induces severe kinetic kickback. Over thousands of hours, mechanical springs suffer metal fatigue and lose tension, causing ‘bowl jumping’ and massive energy loss.
At a high-altitude copper mine in Chile this past March 2025, the smell of scorched grease and burning acetylene filled the secondary circuit. A broken excavator tooth had seized a classic PYB1200. Three mechanics spent four hours manually torching and digging rock out of the jammed chamber. The actual Difference Between Spring and Hydraulic Cone Crusher is not a bullet point in a sales brochure; it is the brutal contrast between a crew hemorrhaging shift expenditure in the dirt, and a single operator clearing a jammed cavity from a control room.
The Physics of Tramp Iron Seizure
A jammed chamber destroys production timelines instantly. Your clearing mechanism dictates your profitability.
When an uncrushable object enters a classic PYB1200 spring cone, the heavy external springs are forced to compress. They rarely compress evenly. The toggle binds, the eccentric shaft stalls, and the entire drive belt system screams. Clearing this jammed chamber requires 3-4 hours of manual digging, chain hoists, and torching. The mechanical downtime is absolute.
Compare this to the HST250 single-cylinder hydraulic cone. It dumps the tramp iron via a 60-second automated mantle drop. The incompressible hydraulic fluid instantly evacuates from the support cylinder, lowering the main shaft and widening the discharge opening. The excavator tooth falls through the bottom, the hydraulic pump re-pressurizes the cylinder, and the machine is crushing rock again in exactly one minute. This mechanism instantly arrests downtime.
CSS Calibration and Flakiness Index Hemorrhage
Manually adjusting the Closed Side Setting (CSS) on a spring cone involves swinging a sledgehammer against locking pins, dragging the adjustment ring via a cable, and guessing the thread engagement. Operators hate this job. Because it is physically exhausting, they avoid doing it. The result is operators running a sloppy 20mm gap on a machine that should be set to 12mm. This negligence immediately spikes the flakiness index and ruins the final aggregate geometry.

Hydraulic units eliminate human fatigue from the calibration process. The HPT300 (250 kW) uses push-button hydraulic motors to rotate the bowl and calibrate a tight 12mm CSS on the fly. The PLC records the exact liner wear. You press a button, the hydraulic gear meshes perfectly, and the gap tightens. The expenditure per shift plummets because the machine stays locked at optimal crushing parameters without requiring a crew to swing hammers.
Comparing legacy catalog specs against modern hydraulic force reveals the true cost of operating outdated primary circuits.
| Process Stage | Recommended Model | Capacity (tons per hour) | Power (kilowatts) | Max Feed (millimeters) |
|---|---|---|---|---|
| Modern Secondary (Multi-Cylinder) | HPT300 | 110-440 | 250 | 230 |
| Modern Secondary (Single-Cylinder) | HST250 | 90-605 | 250 | 450 |
| Legacy Secondary (Spring) | PYB1200 | 110-200 | 110 | 145 |
| Modern Fine Crushing | HPT100 | 45-140 | 90 | 140 |
The matrix above proves that the initial hardware price of a hydraulic unit is eclipsed by its sheer throughput. A single HPT300 replaces two PYB1200s while consuming less total floor space and drastically reducing the daily running costs.
Eccentric Velocity and Laminated Crushing
Spring crushers operate at low eccentric speeds to prevent the machine from tearing itself apart. This limits the chamber to single-rock compression. The hydraulic HPT series operates at a significantly higher eccentric rotational speed—up to 800 rpm. This isn’t just faster; it alters the fundamental physics.
High velocity creates high-density, inter-particle laminated crushing. The rocks crush each other in a highly compressed bed before touching the manganese liners. This boosts the 0-10mm fine yield by over 15%. Hydraulic cylinders maintain a rigid, incompressible fluid clamping force throughout this violent process, ensuring 100% of the eccentric energy shatters the rock instead of flexing the mainframe.
220MPa Basalt Circuit: Mechanical Degradation vs. Hydraulic Thresholds
- Tramp Iron Clearing (Spring): 215 minutes (average manual extraction)
- Tramp Iron Clearing (Hydraulic): 60 seconds (automated drop)
- Eccentric Rotation Limit: PYB1200 restricted vs. HPT300 peaking at 800 rpm
- Clamping Force Variance: Spring fatigue allows 4-8mm bowl lift under peak load
- Production-to-Cost Ratio: Hydraulic variants increase yield by 15-18%
Technical Index: LH-DIFFERENCE BETWEEN SPRING AND HYDRAULIC CONE CRUSHER-MAR/2026-Ref-#41982
Tramp Iron Seizure Post-Mortem & Kinetic Fatigue Diagnostics
Ten years ago, operators had to shut the feeder down, bleed the chamber, and physically wrestle with a sledgehammer and locking cables to adjust the gap. Because of the downtime involved, CSS drift was often ignored, resulting in thousands of tons of out-of-spec aggregate.
Do not ignore eccentric velocity. At 800 rpm, the HPT300 hits the rock multiple times as it falls through the cavity. This high-frequency compression forces rocks to fracture against each other (laminated crushing), naturally breaking off sharp edges and dropping the flakiness index below 10%.
Calculating the shear force of an excavator tooth entering the chamber shows an instant 400+ bar pressure spike. Hydraulic accumulators (nitrogen-charged bladders) act as absolute dampeners. They instantly absorb the fluid displaced by the pressure spike, dropping the mantle before the mainframe cracks.
Shatter Down-Time Ceilings with Hydraulic Calibration
Relying on metal springs to contain 220 MPa kinetic kickback is a mechanical death sentence for your crushing circuit. The difference between spring and hydraulic cone crusher technology is the difference between surrendering to unjamming labor and enforcing automated, continuous tonnage. Next month, when another piece of tramp iron seizes your PYB1200 and halts production for four hours, the resulting loss in capital payback velocity will cost more than the price of upgrading to an HST250. Stop swinging hammers at stripped adjustment threads.
Arrest Spring Fatigue and Automate Tramp Iron Release
“How many hours did your crew spend digging out a jammed cavity last quarter? Send us your primary feed data, and let’s calculate your exact mechanical downtime drag.” — From the Desk of your [The Site Lead]
Upgrade Primary Circuits for Payback VelocityRelated Articles